
Et les implications pour les calages...
Fabrication des suspentes
Notion de tolérances de production, marges.
Définition de la Tolérance (source wikipedia https://fr.wikipedia.org/wiki/Tolérance_(technique))
En technique, la tolérance est liée au fait qu’il est inévitable d’avoir des imprécisions de fabrication, des imperfections, des pannes de fonctionnement, etc. La tolérance permet au système (mécanique, informatique, etc.) de pouvoir continuer à assurer sa fonction, soit en fixant l’écart acceptable (quand il s’agit par ex. de fabrication), soit en concevant un système en tenant compte des futurs écarts (pannes).
Pour la fabrication d’une suspente, chaque étape de sa réalisation va nécessiter une tolérance de production. Elle sera notée sous la forme +/- x mm dans ce qui suit
Modes de fabrication
4 étapes sont nécessaires pour fabriquer une suspente :
Coupe – Marquage – pliage de la boucle aux bouts – Couture.
Avec des tolérances pour chaque opération.
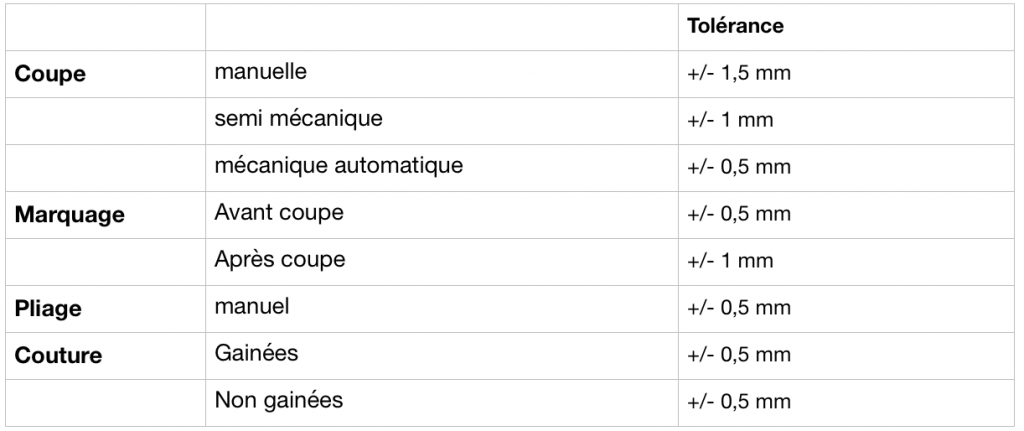
Remarque 1 : Ces valeurs sont celles que j’ai noté tant au cours de mon expérience de constructeur (depuis 1985) que de celle de réparateur (depuis 2000). Elles dépendent de facteurs physiques, mécaniques et humains. Vous trouverez toujours des personnes pour les contester en disant qu’elles sont trop grandes ou trop faibles…
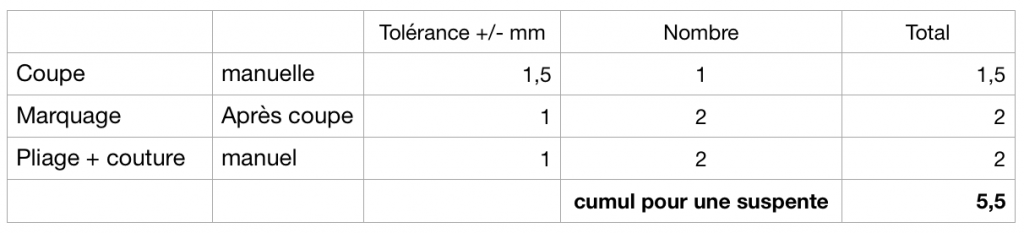
La méthode de production la pire est :
Coupe – Marquage depuis les extrémités – Pliage – Couture.
Nous allons avoir un cumul de toutes les tolérances : Une fois pour la coupe, deux fois pour les marquages et deux fois pour les pliages + coutures soit de +/- 4,5 mm à +/- 5 mm selon la méthode de coupe. Cela veux dire pour une suspente prévue à 1000 mm qu’elle peut faire de 994,5 mm à 1005,5 mm
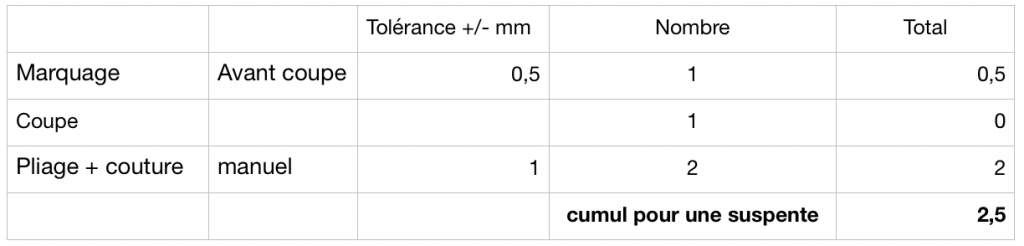
La meilleure au niveau industriel est :
Marquage – Coupe – Pliage – Couture.
Le marquage ayant été réalisé avant la coupe, celle ci n’intervient plus dans la longueur de la suspente. Tolérances de +/- 2,5 mm.
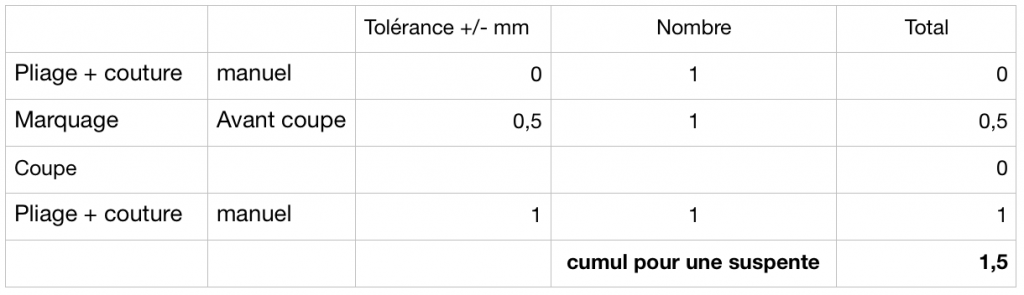
Une des plus précise est celle que j’utilise dans mon atelier :
Pliage – Couture à une extrémité – Marquage de la 2 ème extrémité – coupe – Pliage – Couture
Tolérance +/- 1,5 mm
Inconvénient elle demande beaucoup de temps, donc coûte cher. Excellente pour les prototypes et la réparation.
Remarque 2 : Les valeurs calculées représentent une fourchette maximum de possibilité. Cela ne veux pas dire qu’obligatoirement elles seront au extrêmes en production. La dispersions réelle va dépendre de l’implication et du sérieux des personnes qui vont fabriquer les suspentes, ainsi que des éventuels process de correction mis en place durant la production…
Le calage des voiles
Rappels sur le calage
Qu’est ce que le calage ? C’est la géométrie des suspentes qui va définir la position de la voile en vol. Plus particulièrement les angles d’assiette et d’incidence des cloisons.
Incidence des tolérances sur le calage.
Cumul des tolérances
Comme nous avons pu le voir plus tôt, il existe une tolérance dimensionnelle pour chacun des éléments du suspentage. Toutes ces tolérances vont s’additionner pour donner la tolérance globale applicable sur le cône de suspentage, donc celle du calage.
Pour calculer les cumuls je prends :
– Suspentes. Tolérances suivant les modes de production.
– Maillons rapides inox +/- 0,1 mm (nous pourrions ne pas en tenir compte).
– Maillons rapides textile +/- 2 mm.
– Elévateurs +/- 1 mm. (dans une très bonne unité de production).
– Je n’oublie pas celle due au montage des suspentes entre elles avec les têtes d’alouettes +/- 0,5 mm, c’est une moyenne, si nous voulions être très rigoureux, il faut le calculer en fonction de chaque diamètre de suspente.

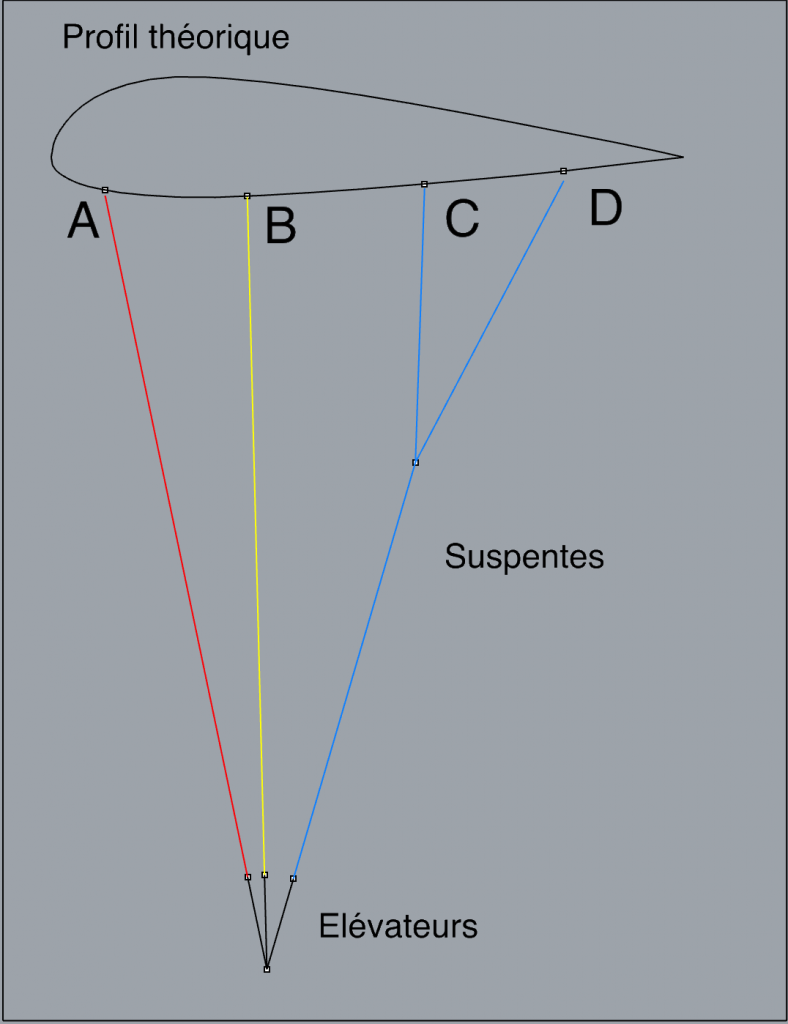
Calage théorique
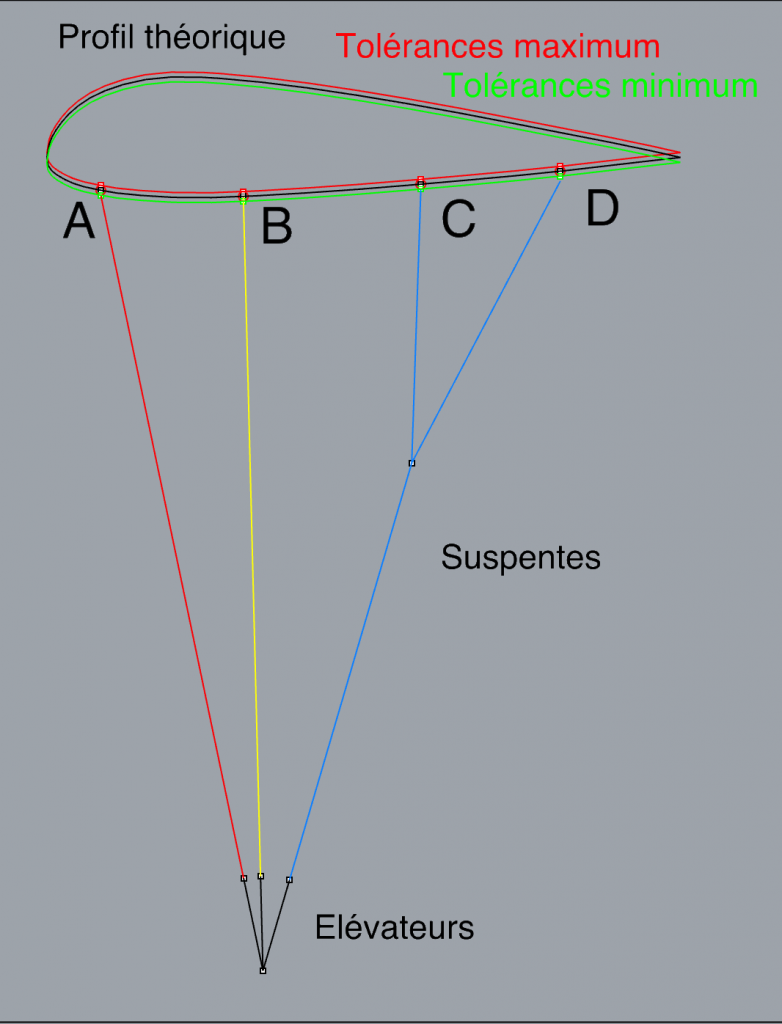
Tolérance Maximum + : Déplacement du profil vers le haut.
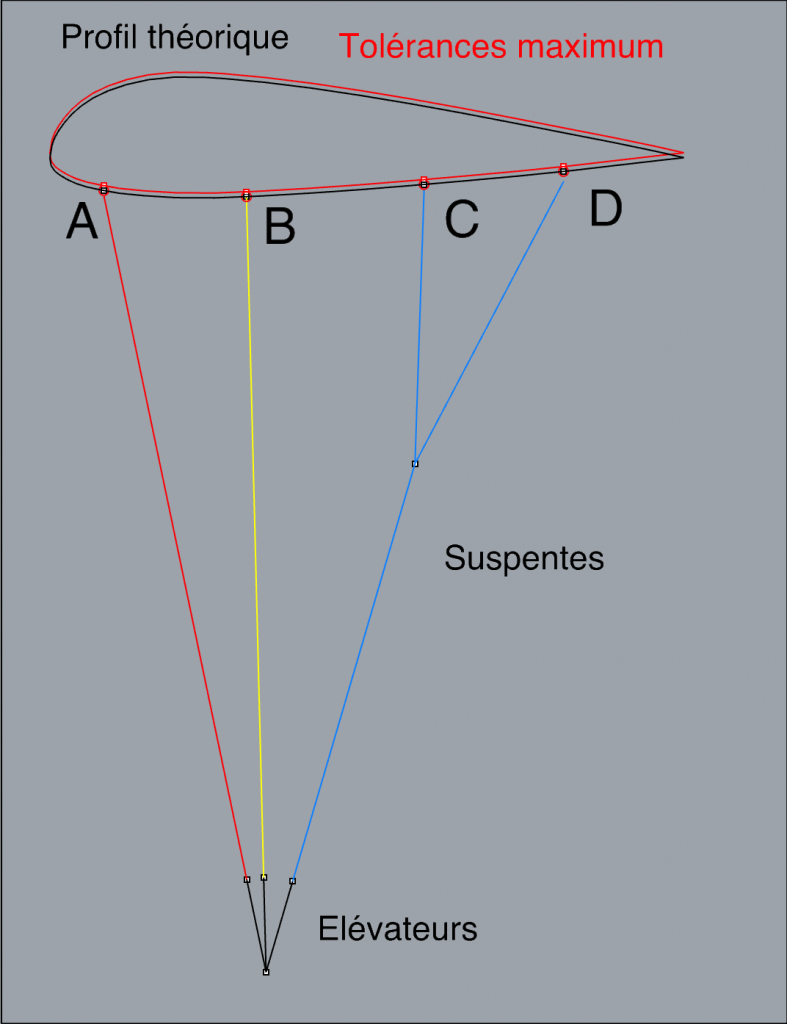
Tolérance Minimum - : Déplacement du profil vers le bas.
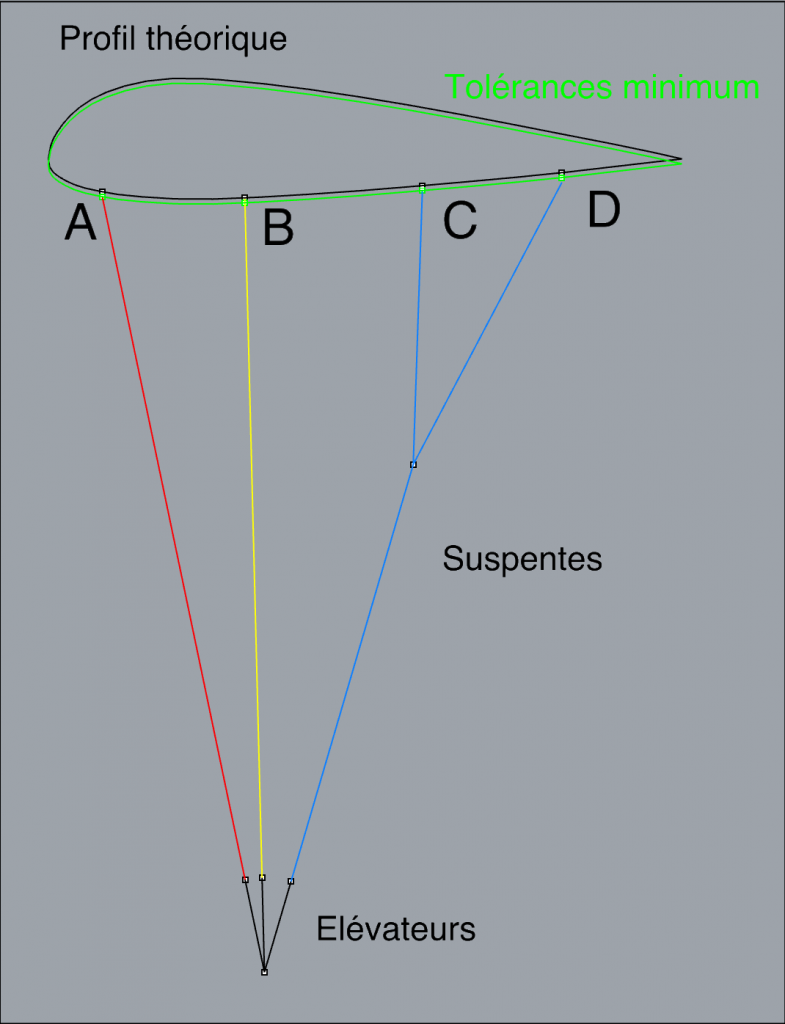
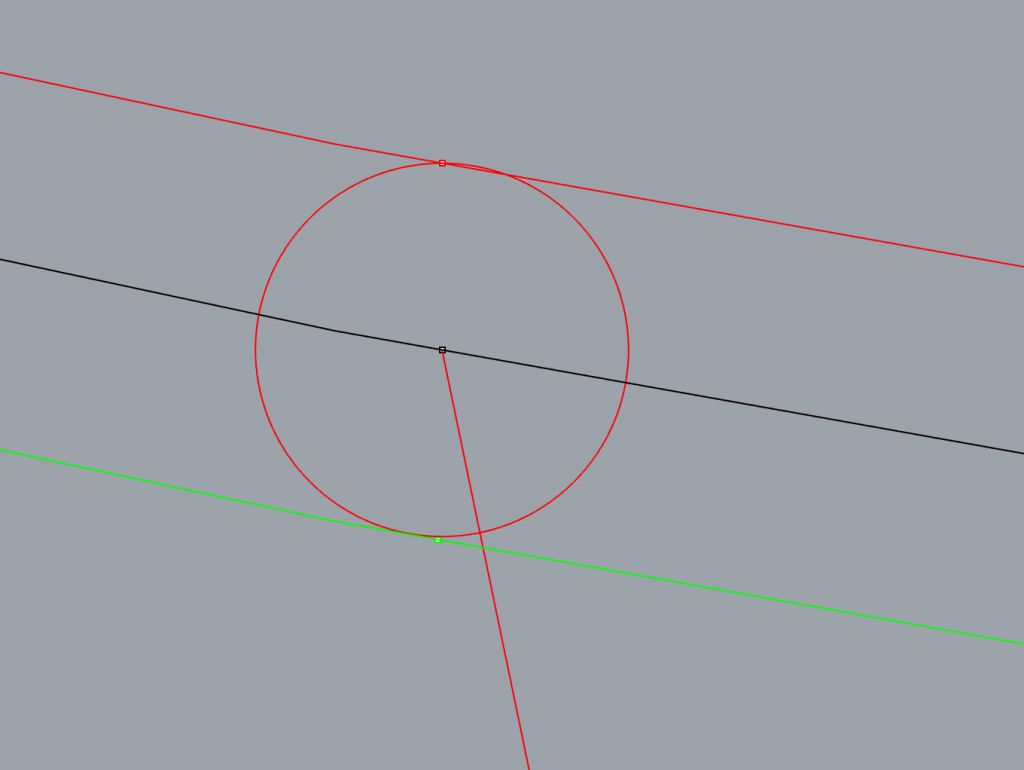
Enveloppe théorique du calage avec les tolérances
Tableaux de cumul de tolérances sur un calage
Voici des tableaux de cumul des tolérances en fonction des modes de production des suspentes, du nombre d’étages de suspentes et du type de maillons : En premier avec les suspentes les mieux construites…
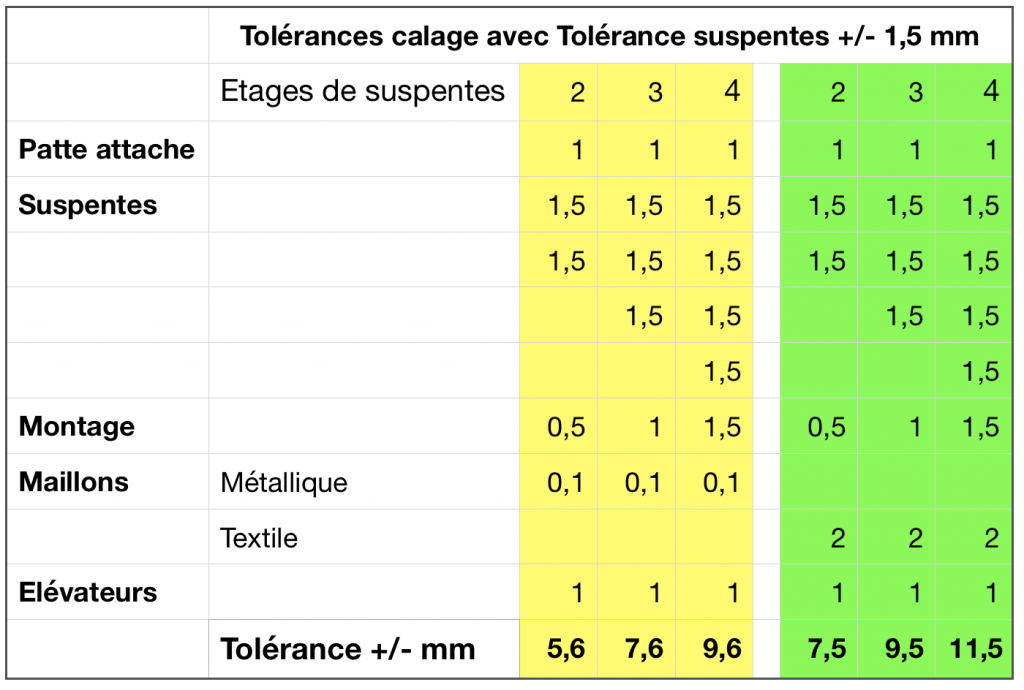
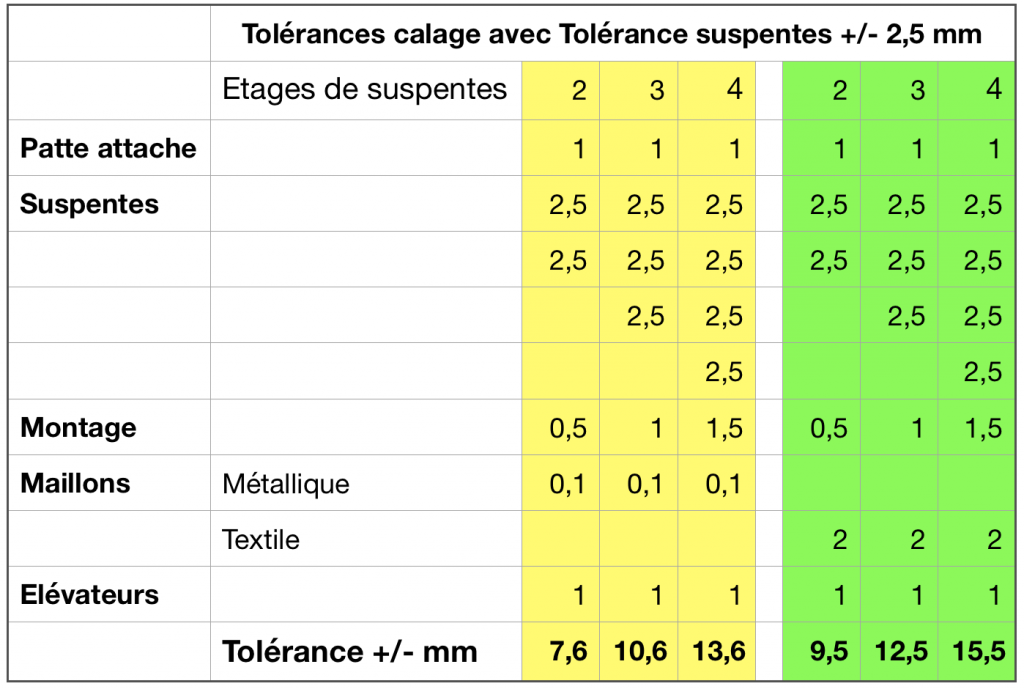
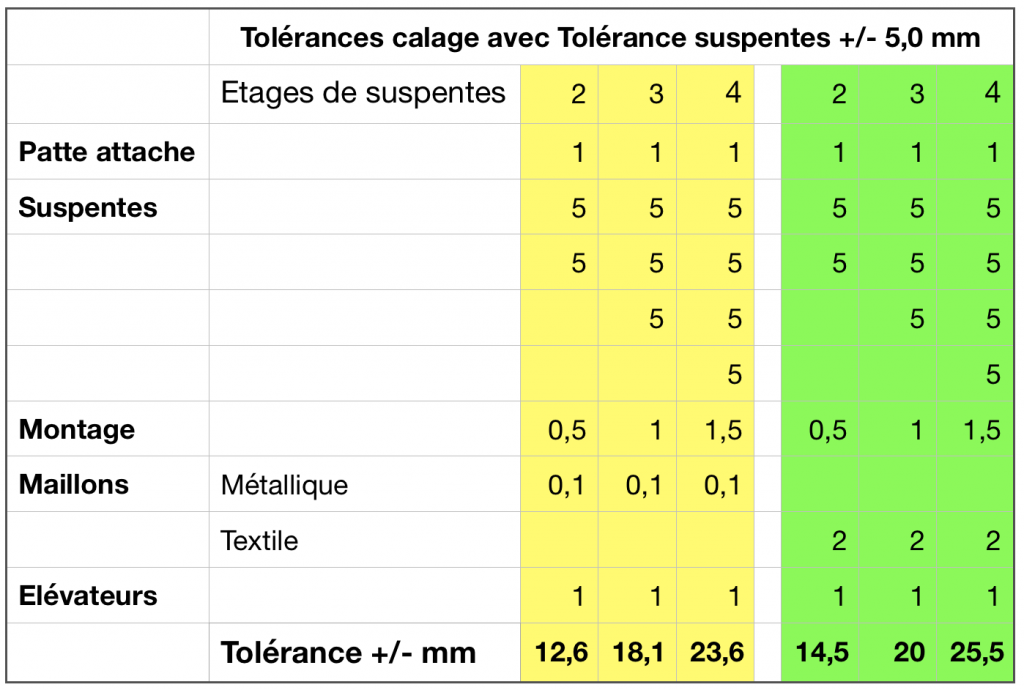
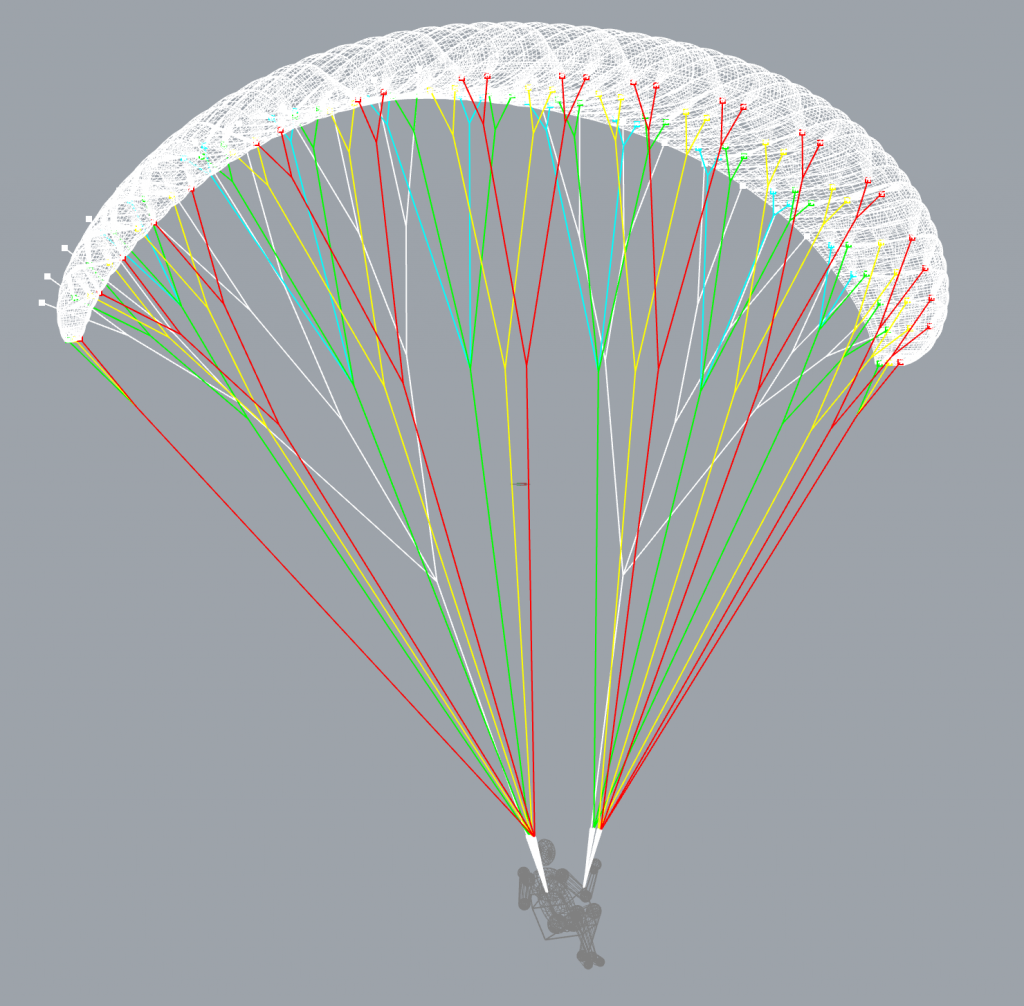
Comme vous pouvez le constater, nous avons des écarts de tolérances de calage qui peuvent varier de +/- 5,6 mm à +/- 25,5 mm. La photo suivante est un bel exemple de dispersion sur des suspentes très mal réalisées.

Remarque 3 : Comme pour les suspentes, les valeurs calculées représentent une fourchette maximum de possibilité. Cela ne veux pas dire qu’obligatoirement elles seront au extrêmes en production. D’autant que les erreurs extrême de productions peuvent s’annuler sur une même ligne de suspentes…
Beaucoup de constructeurs estiment qu’une tolérance totale de 20 mm (+/- 10 mm) est une bonne valeur en production et un grand constructeur Allemand qui fait de belles voiles estime que 35 mm ( +/- 17,5 mm ) c’est très bien. Donc que votre calage ne soit pas au millimètre est une chose normale !!! Par contre une fourchette de 56 mm (+/- 25,5 mm) serait le fait d’une très mauvaise production. A noter aussi que selon la corde de la voile, la tolérance peux influer de manière différente : On peux appliquer des tolérances différentes pour un Biplace avec une corde centrale de 3,50 m et pour un « gun » dont la corde centrale ne dépasse pas 2,50 m. Cela fait partie du sujet du prochain article…
Le prochain article parlera des conséquences possibles des tolérances sur les qualités de vol des voiles neuves… et moins neuves !